DuPont Introduces DuPont™ ConvEx℠ HF Alkylation Conversion and Expansion Technology

WILMINGTON, Del. (PRWEB) September 05, 2017 -- Today, DuPont Clean Technologies (DuPont) announces the launch of the DuPont™ ConvEx℠ HF alkylation conversion technology, the first cost-effective solution that enables refiners to convert volatile and toxic hydrofluoric acid (HF) alkylation units to the safer sulfuric acid alkylation technology. This new technology also offers refiners the opportunity for significant capacity increases at minimal additional cost.
Historically, the expense of converting from HF to sulfuric acid alkylation was estimated by the industry at 80 percent of the cost of a grassroots sulfuric acid alkylation unit of a similar size. This perceived high conversion cost and the lack of any other economic benefits deterred refiners from committing to this change. By reusing much of the existing equipment, conversion with DuPont™ ConvEx℠ technology is estimated to be significantly lower. At approximately 40-60 percent of the cost of a grassroots sulfuric acid alkylation unit, this new technology from DuPont represents a step-change reduction in cost. In situations where plot space is available near the existing facility, downtime can be reduced by installing new equipment during normal operations. With new equipment installation already complete, the remainder of the conversion work can be finalized within a typical 30-45 day turnaround window.
The suite of HF conversion technologies offered by DuPont was developed with flexibility in mind to adapt to the strategic objectives of refiners currently operating HF alkylation units. One of the options that was developed utilizes conventional STRATCO® Contactor™ reactors in order to achieve optimum product quality. A second option incorporates a novel reactor design, allowing for significant cost savings with only a minor performance debit. By taking into consideration the current HF alkylation unit technology and configuration, DuPont’s customized solutions can be tailored to meet the specific business needs of the refinery.
“We are excited to bring this game-changing technology to market,” said Eli Ben-Shoshan, global business director, DuPont Clean Technologies. “For the first time, refiners truly have cost-effective options to ensure the safety of their refinery personnel and surrounding communities, while simultaneously producing high-quality alkylate at increased rates to meet market demand.”
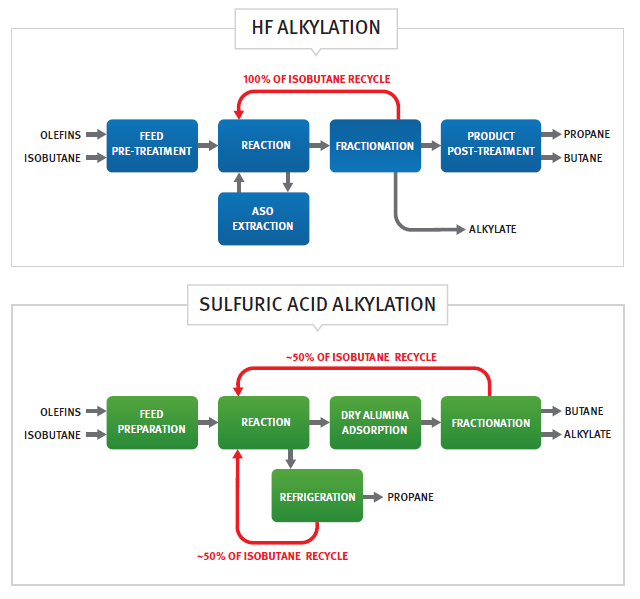
Fundamental to the expansion aspect of the DuPont™ ConvEx℠ technology is the difference in the way in which isobutane is recycled between the HF and sulfuric acid alkylation technologies. HF alkylation units provide all isobutane to the reaction zone by recycling it from the fractionation section, while sulfuric acid alkylation units provide half of the required isobutane from fractionation and half from the refrigeration section (see illustration). This difference is significant, as conversion from HF to sulfuric acid alkylation means isobutane required from fractionation is cut in half, freeing up fractionation space and, therefore, effectively doubling the capacity of the alkylation unit without requiring any significant changes to the fractionation equipment.
HF alkylation conversion using DuPont’s ConvEx℠ technology is unique and innovative, but the design elements and know-how that have made STRATCO® alkylation the leading global alkylation technology are incorporated in these conversion solutions. The resulting product includes proven technology applications, a robust design, and equipment that is familiar to refinery operators.
About DuPont Clean Technologies
DuPont Clean Technologies applies real-world experience, history of innovation, problem-solving success and strong brands to help organizations operate safely and with the highest level of performance, reliability, energy efficiency and environmental integrity. The Clean Technologies portfolio includes STRATCO® alkylation technology for production of clean, high-octane gasoline; IsoTherming® hydroprocessing technology for desulfurization of motor fuels; MECS® sulfuric acid production and regeneration technologies; BELCO® air quality control systems for FCC flue gas scrubbing and other refinery scrubbing applications; MECS® DynaWave® technology for sulfur recovery tail gas-treating solutions; and a comprehensive suite of aftermarket service and solutions offerings. Learn more about DuPont Clean Technologies at http://www.cleantechnologies.dupont.com.
About DowDuPont Specialty Products Division
DowDuPont Specialty Products, a division of DowDuPont (NYSE: DWDP), is a global innovation leader with highly differentiated materials, ingredients and capabilities that help transform industries and everyday life. DowDuPont Specialty Products includes five technology-driven businesses: Electronic Technologies, Industrial Biosciences, Nutrition & Health, Protective Solutions and Sustainable Solutions. Our employees apply diverse science and expertise to help customers advance their best ideas and deliver real-world products and smart solutions across multiple high-value markets. DowDuPont intends to separate the Specialty Products division into an independent, publicly traded company. More information can be found http://www.dow-dupont.com.
# # #
9/5/17
The DuPont Oval logo, DuPont™ and all products, unless otherwise noted, denoted with ™, ℠ or ® are trademarks or registered trademarks of E.I. du Pont de Nemours and Company or its affiliates.
Jeannie Branzaru, DuPont Clean Technologies, +1-913-327-3552, [email protected]
Share this article