Elementum 3D White Paper Provides Insight on Retaining Recyclability and Quality with Uniquely Blended Feedstock
Elementum 3D, a developer and supplier of groundbreaking metal additive manufacturing (AM) materials, has published a white paper, "Powder Recycling in Laser Powder Bed Fusion: Improving Processing, Maintaining Quality."

ERIE, Colo., Aug. 5, 2020 /PRNewswire-PRWeb/ -- Elementum 3D, a developer and supplier of groundbreaking metal additive manufacturing (AM) materials, has published a white paper, Powder Recycling in Laser Powder Bed Fusion: Improving Processing, Maintaining Quality. It outlines how the company's blended materials provide powder recycling benefits while maintaining particle size distribution without component desegregation. The findings come from three different studies, each using a different material.
Elementum 3D aims to provide quality products with our customers' interests and needs in mind. The introduction of our patented Reactive Additive Manufacturing (RAM) technology allows for a wide variety of materials systems not printable by laser powder bed fusion (L-PBF) to be created. Along with bringing new materials to the market, RAM technology has equivalent and improved mechanical properties compared to traditional wrought alloys.
RAM technology utilizes micron-scale additives blended into powder feedstock that react in situ during printing to form sub-micron inoculants. These inoculants lead to grain refinement and contribute to the eliminating defects like hot tearing in aluminum, a hurdle for many alloys in AM. Elementum 3D's uniquely designed alloy feedstock for laser powder bed fusion (L-PBF) generates light-weight, high-strength AM parts. Consumers are interested in powder recycling and using our products for multiple builds. In response, we performed three studies on three different RAM materials.
Benefits & Challenges of Powder Recycling
Powder recycling is economically and environmentally beneficial, increasing the number of builds performed with the same feed stock. It also reduces material wasted per build. Powder processing also allows blending multiple components for production of materials like metal matrix composites (MMCs).
However, there are concerns about physical and chemical changes that may occur under processing conditions in L-PBF, along with components segregating during handling. The layer-by-layer L-PBF building process involves thermal cycling that can lead to loss in chemical composition [1]. Changes in particle morphology can lead to variances in mechanical behavior [2], while changes in particle size distribution can affect flowability and inhomogeneous powder distribution over the build platform [3].
Improper powder handling can expose powders to moisture, oxidizing particle surfaces and inducing impurities, altering the mechanical performance of a part [4]. Another concern is segregation during handling due to differences in powder component size and relative density [5-6].
Despite these concerns, many alloys retain chemistry, particle size, morphology, and mechanical properties after multiple builds with the same powder [2-3]. Powder processing provides improved homogeneity in multi-component materials (e.g. MMCs) compared to liquid processing, where dendritic solidification and agglomeration of added particles encourages segregation [7].
Our Materials: The RAM Advantage
Considering all these factors, we wanted to ensure our material provides the benefits of powder recycling while maintaining the quality we promise to customers. Using three different studies of our A6061-RAM2, A2024-RAM2, and IN625-RAM2 materials, respectively, we were able to confirm our materials stand up to the challenge. This powder processing technique also allows for larger, safer particle sizes for storing and handling that form the beneficial sub-micron reinforcements during the printing process.
Powder Segregation Study A6061-RAM2
We emulated a "worst-case scenario" to push the limits of our material: segregated particle constituents. Smaller, higher-density particles tend to settle to the bottom with time or movement [5-6]. For example, in a jar filled with material of varying sizes like sand, pebbles, and rocks, finer materials (sand) tends to settle to the bottom, while larger material (pebbles and rocks) stay in relatively the same place.
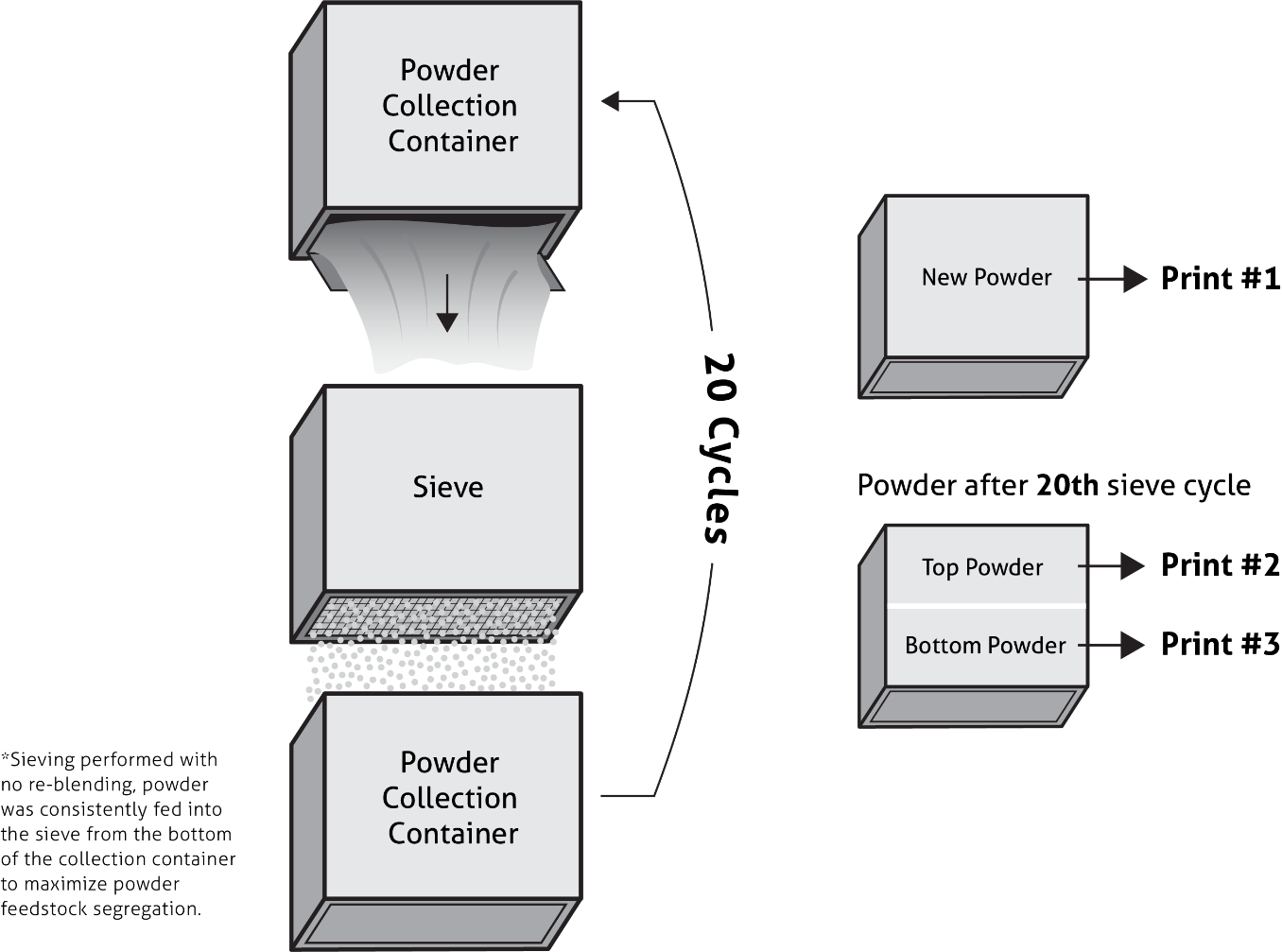
While our multicomponent powder mixtures aims to minimize this by using similar size matrix and additive particle sizes and relative densities, we wanted to ensure segregation does not occur through multiple handling cycles and builds. We took used powder from a build and sieved it 20 times consecutively with no re-blending. Powder was consistently fed into the sieve from the bottom of a collection bin to maximize component segregation (Figure 1).
We did two additional prints: one using the top of the final powder blend; and another using the bottom half of the powder in the bin. That was followed by tensile testing each part. The results (Figure 2) show consistent performance by our powder, even with handling that encourages component segregation.
Figure 1. Twenty sieving cycles maximized potential segregation of A6061-RAM2 powder (left), as well as the sources of powder feedstock for three different builds (right).
Consistent Particle Chemistry & Size Distribution in A2024-RAM2
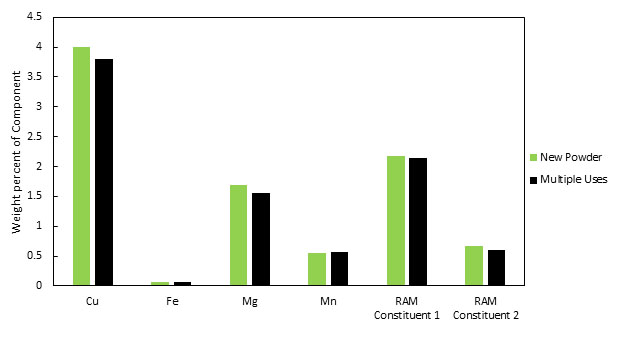
With a development partner, we ensured maintenance of particle size and chemistry after multiple builds in an SLM 280 printer with a powder supply unit (PSV). After multiple builds using our A2024-RAM2 powder over five months and 70 sieving cycles without refreshing with new powder, our material had a similar particle size range as new powder and preserved chemistry that was in-spec (Figure 3). This confirmed our material achieves consistent strength and remains well-mixed, with the same particle characteristics as new powder.
Figure 2. Strength and elongation values of as-built tensile bars of A6061-RAM2 after initial build with new powder (labeled new powder) and two builds done with reused powder following 20 sieving cycles: one with powder taken from the top half and one with powder taken from the bottom half of the sieved powder. Results fall within Elementum 3D specifications for A6061-RAM2 and are within statistical variation for expected results. Each data point represents an average value for multiple specimens and error bars represent one standard deviation for that sample set.
Figure 3. Measured chemistry of A2024-RAM2 new powder versus the same powder after multiple uses over five months and 70 sieving cycles with no new powder refreshment.
Retaining Mechanical Performance in IN625-RAM2
Students at Colorado School of Mines (CSM) performed a study on our Inconel 625 nickel alloy with two percent ceramic reinforcements (IN625-RAM2). Evaluation was based on tensile properties of bars and impact energy of Charpy specimens printed with recycled powder.
Following the first build with new powder (labeled 0 in figures below), used powder was topped off with new powder to maintain 25 kg for each build. The mixture was tumbled for 10 minutes to ensure proper blending. This was done for each build for nine builds (eight reuses). Each was performed on an EOS M290 L-PBF printer at Elementum 3D.
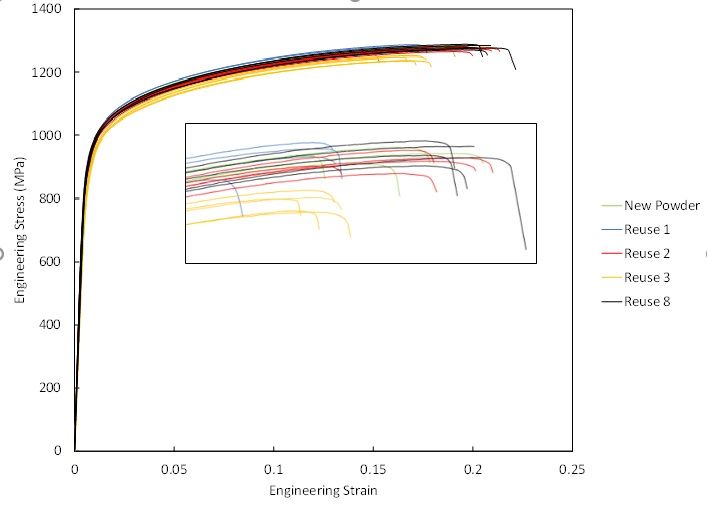
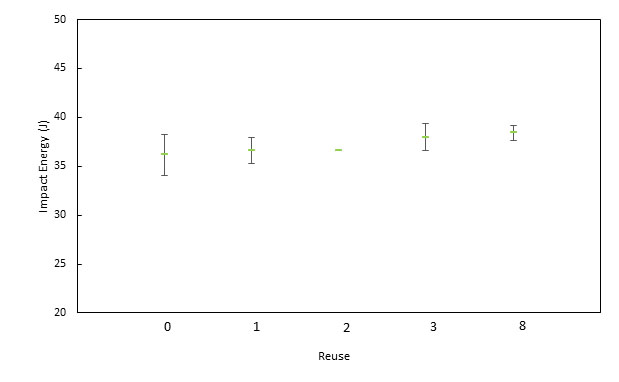
The resulting tensile properties of bars taken from the first, second, and eighth reuse (second,third, and final builds) in Figures 4 and 5 show consistent strength values above 1,225 MPa for ultimate tensile strength (UTS) and 850 MPa for yield strength (YS). Both are higher than those reported for wrought plate of the same material according to the manufacturer's data sheet (827-1103 MPa for UTS and 414-758 MPa for YS) [8]. Charpy specimens were also found to have similar impact energy (Figure 6) up to the final (eighth) reuse. These results indicate resilience of our material over multiple builds, as well as our material and methods out-performing other manufacturing techniques.
Figure 4. Engineering stress vs. engineering strain curves for as-built IN 625 with 2 percent ceramic reinforcements (IN625-RAM2).
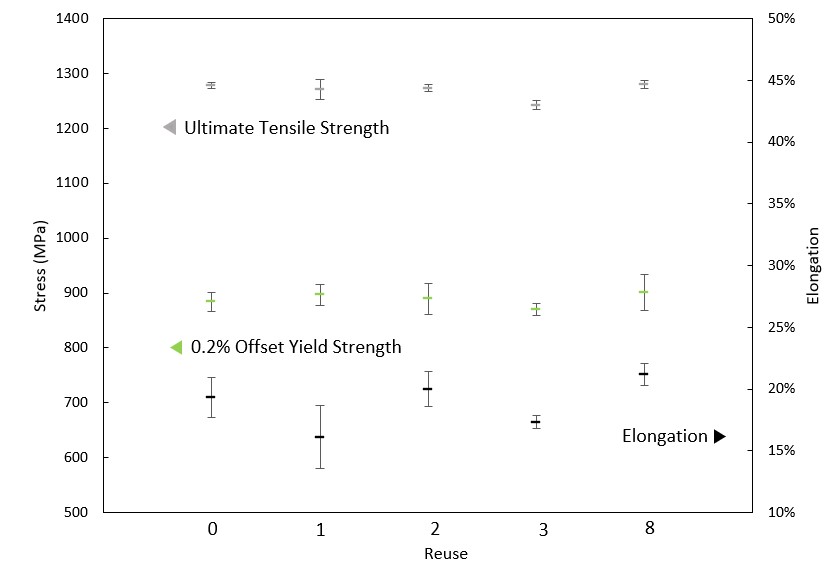
Figure 5. Ultimate tensile strength, 0.2 percent offset yield stress, and elongation values for as-built specimens after the initial build (0 reuses), 1st, 2nd, 3rd, and 8th reuse (or 9th total build). These samples show consistent values in both strength values across multiple builds. Each data point represents an average value for multiple specimens and the error bars shown represent one standard deviation for that sample set
Figure 6. Impact energy values of as-printed Charpy specimens of IN625-RAM2 for initial build with new powder (denoted as 0); and builds using recycled powder through eight reuse cycles. Each data point represents an average value for multiple specimens. Error bars represent one standard deviation for each sample set.
Investing in a Sustainable Future
Each study explored and confirmed the quality and performance of our powder feedstock over multiple builds. The resulting consistency of mechanical properties and powder characteristics helped us assure customers of the resilience and reliability of our unique materials.
The reusability of our powder stems from the reactive powder design using micron-scale reactive powders to achieve sub-micron products that act as grain refiners. The similar size and relative density of these additions and our matrix alloy powder prevent segregation even after multiple cycles of powder handling and sieving.
The reactive process of our RAM material, with dissolution of our reactive additives in the melt and reprecipitation of the products as sub-micron inoculants, occurs during printing and encourages homogeneous distribution of constituents in the final product. These results help showcase the economic value and sustainability of our product, as well as our commitment to providing quality solutions. For additional information, contact: [email protected] or [email protected].
References
[1] F. H. Froes, Additive manufacturing for aerospace applications-part I, Advanced Materials and Processes (July/August) (2017) 36-40.
[2] H. Asgari, C. Baxter, K. Hosseinkhani, M. Mohammadi, On microstructure and mechanical properties of additively manufactured AlSi10Mg_200C using recycled powder, Materials Science and Engineering A 707 (2017) 148-158.
[3] L. C. Ardila, F. Garciandia, J. B. Gonzalez-Diaz, P. Alvarez, A. Echeverria, M.M. Petite, R. Deffley, J. Ochoa, Effect of IN718 recycled powder reuse on properties of parts manufactured by means of Selective Laser Melting, Physics Procedia 56 (2014) 99-107.
[4] A. Das, J. A. Muniz-Lerma, E. R. L. Espiritu, A. Nommeots-Nomm, K. Waters, M. Brochu, Contribution of cellulosic fibre filter on atmosphere moisture content in laser powder bed fusion additive manufacturing, Scientific Reports 9 (2019).
[5] Z. Wang, M. Song, C. Sun, Y. He, Effects of particle size and distribution on the mechanical properties of SiC reinforced Al-Cu alloy composites, Materials Science and Engineering A 528 (2011) 1131-1137.
[6] M. J. Tan, X. Zhang, Powder metal matrix composites: selection and processing, Materials Science and Engineering A244 (1998) 80-85.
[7] S.F. Moustafa, Z. Abdel-Hamid, A.M. Abd-Elhay, Copper matrix SiC and Al2O3 particulate composites by powder metallurgy technique, Materials Letters 53 (2002) 244-249.
[8] Special Metals Corp., INCONEL alloy 625, Tech. rep. (2013). doi: SMC-066.
About Elementum 3D
Elementum 3D was founded by Dr. Jacob Nuechterlein in 2014. Elementum 3D's mission is to significantly expand the selection of metals additive manufacturing materials by introducing advanced metal alloys, superalloys, and composites, optimized printing processes, performance data, and expert guidance that saves time and money and reduces AM frustration. Find more on Elementum 3D at elementum3d.com, and on LinkedIn, Facebook, YouTube, and Twitter.
SOURCE Elementum 3D



Share this article